In actual steel production, nodule formation at submerged entry nozzles (SINNOV) severely impacts the stability of the flow field in the mold. This phenomenon not only affects the smooth progress of continuous casting but can also lead to nodule spalling, thereby reducing billet quality. This paper reviews the current research status of the nodule formation mechanism at SINNOV, summarizes measures to prevent nodule formation from four aspects: optimizing nozzle structure, changing material, improving steel cleanliness, and applying an external electric field, and provides an outlook on future directions for nodule prevention at SINNOV.
Steel is a basic material necessary for major national construction and plays an irreplaceable key role. In the steel smelting process, the purity of molten steel is one of the important factors that determine the performance of the finished steel products. Continuous casting is the last process of steel smelting. In this process, the submerged entry nozzle is located below the tundish and above the crystallizer[1]. It plays a key role in channeling and regulating the flow of molten steel and is the core flow control element in the continuous casting process. The main functions of the submerged entry nozzle include preventing secondary oxidation of molten steel from contacting air, promoting the floating of inclusions, preventing slag entrapment, purifying molten steel, and improving the quality of the billet. At the same time, the performance of the submerged entry nozzle also directly affects the flow rate and flow field distribution of molten steel in the cleaner[2]. Therefore, the service reliability of the submerged entry nozzle is crucial to achieving high-quality, high-efficiency, stable and safe steel production. However, in the production of certain high-quality steel grades, such as aluminum-killed steel[3], rare earth steel[4], titanium-containing steel[5], etc., the submerged entry nozzle often experiences nodule formation and blockage. When sprue nozzles develop nodules, there are three main hazards: 1) The flow rate of molten steel is affected, leading to reduced production efficiency. In severe cases, the nozzle may become completely blocked, causing production interruption and accidents; 2) Turbulent flow field within the mold affects the upward movement of inclusions, resulting in defects such as slag inclusions in the cast billet; 3) Nodules may detach and enter the mold, severely affecting the quality of the cast billet. Nodule formation is a very complex phenomenon, resulting from the combined effects and interactions of numerous metallurgical physicochemical processes. Therefore, this paper focuses on elucidating the formation mechanism of sprue nozzle nodules and summarizing various prevention and control measures for sprue nozzle nodules. Based on this, more targeted improvement directions can be proposed to promote steel production efficiency and the quality of cast billet products while reducing production costs.
1.Location and structure of nodules at the water outlet
In the production of deoxidized aluminum steel, the problem of nozzle nodule formation is commonly encountered. The adhesion of these nodules to the inner wall of the nozzle varies depending on location, but the phenomenon is most pronounced at the outlet. This is because the sudden change in cross-section and flow direction at this point affects the flow field of the molten steel, increasing contact with air and potentially generating eddies or stagnant layers. This instability in the flow field leads to the easy deposition of inclusions on the nozzle surface, further promoting the formation of a surface reaction layer on the inner wall of the nozzle, resulting in more deposition and the formation of nodules. In contrast, at the central straight section of the nozzle, the flow velocity is higher, the scouring pressure on the inner wall is lower, and the flow field of the molten steel is more stable, making it less prone to inclusion aggregation and nodule formation. Analysis of the nodule distribution revealed that the nodules adhere relatively evenly to the inner wall of the nozzle, mainly at the outlet, and the nodule structure is loose.
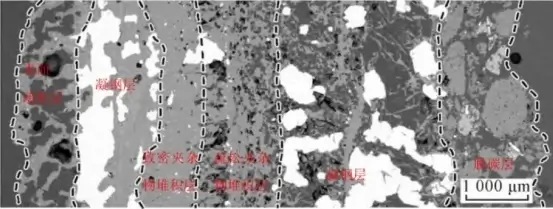
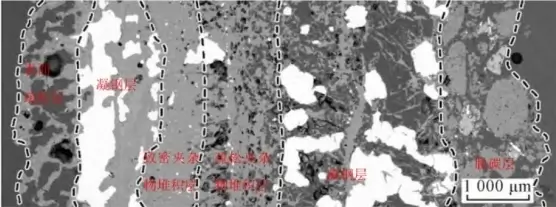
Studies on the composition and structure of nodule deposits revealed a common stratification phenomenon. A study of nodule blockage at the No. 2 Steelmaking Plant of Wuhan Iron and Steel Group Corporation found that the nodule deposits were all powdery inclusions. Combined with SEM and energy dispersive spectroscopy analysis, the nodule deposits were clearly divided into three layers, as shown in Figure 1: The first layer is a discontinuous metal layer, formed when the submerged entry nozzle is inserted into the crystallizer and comes into contact with molten steel, causing the molten steel to immediately adhere to the inner wall of the nozzle; the second layer is a pure Al2O3 deposit layer formed by the reaction of the nozzle refractory material with the molten steel inclusions during use. This deposit layer is formed by the adhesion and sintering of particles, exhibiting a dense structure, a network-like accumulation characteristic, and a certain surface roughness. This deposit layer is the basis for the initial formation of nodules; the third layer consists of a large number of loosely aggregated Al2O3 particles, ranging in size from 2 to 40 μm, generally in blocky or flaky form, containing numerous pores and larger metal particles. Analysis of the nodules produced during the production of 40Cr steel nozzles revealed that the nodules have a clear interlayer structure. The microstructure is shown in Figure 2, which shows a decarburized layer, a solidified steel layer, and an inclusion accumulation layer.
In the deoxidation process of molten steel, aluminum is widely used due to its advantages such as low cost and strong deoxidation ability. As a result, the generated Al2O3 inclusions are suspended in the molten steel and easily deposit and adhere to the inner wall of the submerged entry nozzle, forming nodules. Nodules based on Al2O3 inclusions are generally classified into three stages: inclusion formation, inclusion movement, and inclusion adhesion.
2.1 Formation of Al2O3 inclusions
2.1.1 Al2O3 inclusions generated by secondary oxidation of molten steel upon contact with air
During use, due to the negative pressure generated by the flow of molten steel in the nozzle, air is drawn in through the nozzle cracks, joints or porous refractory materials, causing secondary oxidation of the molten steel to generate Al2O3 inclusions. Numerical calculations and water model tests have shown that increasing the opening degree of the sliding nozzle can increase the pressure below the sliding nozzle, thereby reducing the intake of air. However, Suzuki et al. [17] studied the immersion test of the straight cylinder submerged nozzle, measured the air flow rate through the nozzle, and predicted the permeability and oxidation amount of the permeated air to the molten steel. The results showed that when the temperature of the molten steel was 1853 K, during the process of the molten steel being transferred from the tundish to the mold, the air permeated through the refractory material reacted with the aluminum in the molten steel to produce Al2O3 inclusions, and the predicted change in aluminum concentration was less than 3.5×10-7 per hour. In addition, the refractory material coated with an anti-oxidation coating can reduce the permeated air by about 2/3 compared with the uncoated refractory material. Therefore, under normal operating conditions, Al2O3 inclusions generated by air infiltration are not the main source of Al2O3 in nodules.
2.1.2 Decreasing the temperature of molten steel promotes the precipitation of Al2O3 inclusions
The study suggests that even with pre-treatment heating, the ladle and submersible nozzle temperatures are still insufficient to reach the molten steel’s temperature. Furthermore, the varying degrees of contact between the upper and lower parts of the nozzle and the cold air, with the outlet temperature being even lower, cause a rapid temperature drop as the molten steel passes through the submersible nozzle. This rapid temperature drop promotes the precipitation of Al2O3 inclusions, which adhere to the inner surface of the nozzle, forming nodules and eventually clogging it. However, considering that the amount of Al2O3 inclusions precipitated due to temperature drop is far less than the total amount of inclusions, temperature drop is not the primary cause of nodule formation.
2.1.3 Al2O3 inclusions generated by the reaction of molten steel with the inner wall of the submerged nozzle
When molten steel passes through an immersion nozzle, it reacts with the graphite-containing refractory material (such as an alumina-carbon nozzle) to undergo decarburization. A series of reactions occur between the metallic elements in the molten steel and the refractory material at the contact surface:
2C(s)+O2(g)=2CO(g), (1)
3CO(g)+2[Al]=Al2O3(s)+3[C],(2)
4[Al]+3O2(g)=2Al2O3,(3)
2[Ca]+O2(g)=2CaO,(4)
CaO+6Al2O3=CaO∙6Al2O3,(5)
CaO∙6Al2O3+2CaO=3CaO∙2Al2O3(6)
Rare earth elements in molten steel react similarly with Al2O3 in the nozzle:
2[Ce]+2Al2O3=2CeAlO3+2[Al]
Under the combined effects of decarburization and scouring by molten steel, the surface of the inner wall of the nozzle gradually becomes rough. The high-melting-point, high-viscosity products generated by these reactions come into contact with the inner wall of the nozzle. Due to the tendency to reduce surface energy, the resulting inclusions are very easy to adhere to the rough surface, forming a dense sediment layer, which serves as the initial foundation for the development of nodules.
2.2 Movement of Al2O3 inclusions
Studying the motion of inclusions in molten steel is of great significance for controlling the migration of Al2O3 inclusions to the inner wall of the nozzle. However, due to the high-temperature environment of molten steel in practical applications, it is difficult to directly analyze the motion trajectory of inclusions. Therefore, in practical research, numerical simulation and water simulation methods are often used to study the flow state of molten steel and the motion trajectory of inclusion particles in the nozzle.
Yuan Fangming et al. used numerical simulation to study the relationship between the flow field and related conditions inside the nozzle and the adhesion rate of inclusions. The results showed that there were inclusions on all parts of the nozzle inner wall, with more severe nodulation around the slide plate and at the bottom of the nozzle, while the nodulation in other parts was relatively mild. The main reason is that there is a swirling area of molten steel at the upper edge of the outlet and a significant swirling area at the bottom of the slide plate due to the asymmetry of the molten steel flow velocity. From a dynamic perspective, this turbulent flow field promotes the deposition and adhesion of inclusion particles to the nozzle inner wall. Zhang et al.’s research showed that higher turbulent energy and surface velocity will carry more inclusion particles from the top surface, and more smaller inclusions will enter the steel. At the same time, if nodulation occurs first on one side of the nozzle inner wall, it will aggravate the turbulent flow field inside the nozzle, causing asymmetric jets inside the nozzle, and inclusions tend to adhere to the nozzle outlet and below the slide plate. Yuan et al. used the Lagrange trajectory tracking method to simulate particle motion in molten steel. They also found that molten steel passes through the nozzle in an asymmetric state, and most inclusion particles accumulate in the reflux zone within the nozzle, mainly depositing at the inlet and outlet. When the molten steel flows to the inlet and outlet of the nozzle, a sudden change in the surrounding environment causes a sudden change in the flow field, forming a reflux zone. Flow separation occurs in the reflux zone, and the turbulent flow field forms strong eddies, greatly increasing the chance of inclusion particles in the molten steel migrating to the refractory material on the inner wall of the nozzle. This makes it very easy to form nodules in the reflux zone. At the same time, the surface roughness of the inner wall of the nozzle increases. When the generated nodules reach a certain height, the mainstream of the molten steel flow in the nozzle will generate eddies at the top of the new nodules, making the flow field in the nozzle even more turbulent, accelerating the formation of nodules and nozzle blockage. Calculations on fluid flow and inclusion movement revealed that smaller inclusion particles, higher surface roughness, and slower molten steel flow all promote the formation and growth of nodules. Furthermore, due to the lower molten steel flow velocity in the stagnation zone within the nozzle, inclusion particles are more likely to adhere and form nodules.
In the double-layer charge theory model proposed by Yuan et al., when the molten steel passes through the submerged nozzle, the molten steel rubs against the inner wall of the nozzle and the inclusion particles in the molten steel. This leads to the generation of free charges based on the triboelectric charging theory, which in turn causes the nozzle refractory and inclusion particles to be charged. Furthermore, due to the combined effect of electrostatic force and flow shear stress, a double-layer charge structure is formed. Paik et al. used differential potential analysis to verify that in the molten metal, oxide particles such as Al2O3 and ZrO2 are positively charged through electron transfer. The excess electrons provided by the oxides generate a diffuse double layer at the interface. At this time, the combination and interface reaction between the inclusion particles, molten steel and nozzle refractory are all affected, and the electrostatic force will promote the separation of inclusions from molten steel. This result was verified in the study of Kim et al. [29], that is, metal oxide particles such as SnO2 and PbO are positively charged in liquid tin and migrate under the action of electrostatic force in the molten metal, accumulating in the region of the negatively charged surface. Li Hongxia et al. [30] specifically studied the charge properties of the refractory material and Al2O3 inclusion particles on the inner wall of the nozzle in a high-temperature molten steel environment of ≥1500 ℃. The study showed that in actual use, the nozzle wall is negatively charged, and the Al2O3 inclusion particles will move towards the cathode under the action of electrostatic field force and be deposited on the aluminum-carbon material. Moreover, the charge of the refractory material on the nozzle wall is proportional to the billet pulling speed, and the deposition speed of Al2O3 particles increases with the increase of electric field strength.
2.3 Adhesion of Al2O3 inclusions
Barati et al. proposed a transient model for nozzle blockage, as shown in Figure 3. This model describes the process of Al2O3 inclusions adhering, depositing, and growing to form nodules: First, in the flowing state of molten steel, inclusion particles are suspended in the molten steel. When the molten steel flows into the nozzle, some of the suspended inclusion particles come into contact with the inner wall of the nozzle. Due to the tendency of interfacial bonding to reduce interfacial energy, the Al2O3 inclusion particles do not wet the molten steel, but the bonding tendency between particles and with the refractory material is strong. The interfacial energy between the inclusion and the refractory material is less than that between the inclusion and the molten steel, so the inclusion particles are deposited and adhered to the inner wall of the nozzle. Subsequently, the inclusion particles continue to aggregate and grow, forming nodules under high-temperature sintering. The above process is closely related to factors such as the surface roughness of the refractory material, temperature, and the size of the inclusion particles. Uemura et al. [32] calculated that under the condition of a flow rate of 1 m·s-1, during the sintering process of two inclusion particles with a radius of 2 μm in the molten steel, the neck of the nozzle can grow to 0.1 μm in less than 0.03 s. At this time, the strength of the bond formed by sintering is sufficient to withstand the stress impact brought about by the flow of molten steel.
Sasai et al. analyzed the aggregation and dissociation processes of Al2O3 particles in molten steel. Whether Al2O3 particles adhere is mainly determined by the relative magnitudes of the binding force and the desorption force. The results show that the binding force between Al2O3 particles is mainly composed of van der Waals forces, surface tension, and liquid bridging forces generated by the molten steel. The liquid bridging force is generated by the formation of liquid FeO between Al2O3 particles during the secondary oxidation of the molten steel, and the adhesion force generated by the liquid bridging force is much greater than that of surface tension and van der Waals forces. The desorption forces promoting the dissociation of Al2O3 particle clusters mainly include buoyancy and the stress generated by the impact of molten steel flow. Since the binding force between Al2O3 particles is much greater than the desorption force, once Al2O3 particles aggregate to form clusters, they are difficult to dissociate.
3.Optimization Measures
Taking into account the sources and causes of nodule components, the current optimization measures to reduce nodule formation at the sprue mainly include: optimizing the sprue structure, changing the material, improving the cleanliness of the molten steel, and applying an external electric field.
3.1 Optimize the inlet structure
3.1.1 Add a thermal insulation layer to the outer wall of the water inlet
To prevent the precipitation and deposition of Al2O3 inclusions in the molten steel due to temperature drop, an insulation layer can be added to the outside of the nozzle wall to reduce heat loss during the flow of the molten steel through the nozzle. Taking an aluminum-carbon submerged entry nozzle as an example, the nozzle is in direct contact with air during continuous casting. Adding a 20 mm thick layer of fiber insulation material to the outer wall of the nozzle and a 25 mm thick layer at the slag line can reduce the thermal conductivity of the nozzle from 72 W·m⁻¹·K⁻¹ to 9.3 W·m⁻¹·K⁻¹, and maintain the nozzle surface temperature at around 1430 ℃, significantly reducing the possibility of inclusion precipitation due to temperature drop.
3.1.2 Adopting a stepped annular inlet
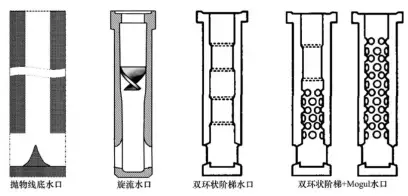
Traditional submerged entry nozzles have a large contact area with molten steel due to their straight cavity structure. This results in a high probability of inclusion particles in the molten steel coming into contact with the refractory material on the inner wall. Furthermore, the environment changes drastically when the molten steel flows into the submerged entry nozzle, easily creating a backflow zone. Under these conditions, the flow separation of the molten steel is quite severe. Therefore, rounded corners are often used in the transition areas at the inlet and outlet to improve the flow state of the molten steel. Additionally, the flow field can be optimized by modifying the internal cavity structure and aperture of the nozzle. Research by Pan Xiulan et al. found that under the action of a stepped annular flow, the inner wall of the stepped annular internal cavity nozzle is not directly eroded by the molten steel, which can reduce the adhesion of Al2O3 inclusions to a certain extent. In actual production, the improved double-annular stepped nozzle has even better results. Other types of nozzles include parabolic bottom nozzles, vortex nozzles, and Mogul nozzles, as shown in Figure 4. While these nozzles all reduce nodule formation, they still present many problems in actual equipment and application.
3.1.3 Optimize the argon blowing structure
Argon blowing during the molten steel flow through the submerged entry nozzle is one of the most widely used methods in actual production to reduce nozzle nodule formation. A reasonable argon blowing process can reduce nodule formation in several ways: 1) A uniform and stable argon blowing process can form a continuous and stable gas film on the inner wall of the nozzle, effectively reducing the contact between molten steel and inclusion particles and the nozzle wall, while also effectively preventing violent reactions between the molten steel and refractory materials; 2) A reasonable argon blowing volume can balance the negative pressure inside the nozzle caused by the high-speed flow of molten steel, reducing air intake and preventing secondary oxidation of the molten steel; 3) Argon bubbles can blow off inclusions on the inner wall of the nozzle and make them float to the surface. Therefore, the argon blowing volume needs to be strictly controlled according to actual operating conditions. Furthermore, a reasonable argon blowing structure can achieve better results. Studies have shown that a dual-blowing structure, where the stopper rod and nozzle are blown simultaneously, is far superior to a single-blowing structure in terms of airflow distribution and stability, and can achieve a better anti-nodule formation effect.
3.2 Optimize the material of the sprue
Submerged entry nozzles, due to their harsh working environment, must possess sufficient mechanical strength, excellent thermal shock resistance, corrosion resistance, and wear resistance. Optimizing the nozzle material is an effective way to reduce nozzle nodule formation and clogging. In actual production, nozzles made of materials appropriate to the steel grade being produced should be used. Submerged entry nozzles have undergone continuous development from fused silica to alumina-carbon, then to alumina-carbon-zirconium-carbon composite, and finally to composite anti-clogging types. To address the poor corrosion resistance of fused silica nozzles, researchers developed alumina-carbon submerged entry nozzles, significantly improving their corrosion resistance. However, with the development of continuous casting technology, casting speeds have increased, and the viscosity of the protective slag has decreased, leading to increased slag line erosion, rendering alumina-carbon submerged entry nozzles inadequate. To address these issues, alumina-carbon-zirconium-carbon composite submerged entry nozzles have been developed, whose material exhibits better corrosion resistance and can meet the demands of high-speed continuous casting. However, aluminum-carbon-zirconium composite submersible nozzles are prone to clogging during the casting of aluminum killed steel. Therefore, novel composite anti-clogging submersible nozzles have been developed. For example, spinel anti-clogging submersible nozzles exhibit good characteristics in inhibiting Al2O3 deposition and have achieved good results in casting deep-drawing steel, silicon steel, ultra-low carbon steel, and stainless steel.
The optimization of nozzle materials mainly focuses on the following approaches: selecting materials with poor wettability with molten steel, poor reactivity, and poor tendency to bind with inclusion particles, and ensuring that the inclusions generated by the reaction are substances with weak bonding or low melting points. For example, in optimizing commonly used aluminum-carbon materials, Nobuo et al. added Na2O-containing minerals to aluminum-carbon materials, using β-Al2O3 to replace α-Al2O3. During use, corundum phase precipitates on the working surface and forms a glassy film, which inhibits the adhesion of Al2O3 inclusion particles. However, while current optimization of sprue materials can enhance anti-caking performance, they all have drawbacks such as high cost or reduced durability, making them difficult to promote and apply in actual production. Furthermore, for different steel grades, we cannot only develop a single material; we should consider anti-caking performance in conjunction with other properties, research diversified and composite materials, and improve the overall performance of sprues.
3.3 Improving the cleanliness of molten steel
The main components of nozzle nodules originate from suspended Al2O3 inclusions in molten steel, forming the basis for nodule formation. Therefore, reducing the Al2O3 content in molten steel can effectively alleviate nozzle nodule formation and optimize the fluidity of the molten steel. When producing aluminum-killed steel and other steel grades, if the Al2O3 content in the molten steel is too high, it is generally controlled through calcium treatment and by controlling the amount of aluminum added. Calcium treatment utilizes the principle of converting high-melting-point inclusions into low-melting-point substances to improve the cleanliness of the molten steel. This involves adding an appropriate amount of Ca-Si wire to the molten steel; Ca combines with Al2O3 inclusions to form low-melting-point 12CaO·7Al2O3. However, the amount of calcium added during calcium treatment must be strictly controlled to avoid generating more difficult-to-dissolve (Ca,Mn)S, which would exacerbate nozzle nodule formation.
3.4 Applying an external electric field
Based on the double-layer charge theory model, electromagnetic fields are used to control the rotation of molten steel within the nozzle to form eddies, thereby controlling the movement of inclusions and reducing the probability of inclusion deposition. In their study on nozzle clogging, Dai Wenbin et al. connected submersible nozzles and stoppers to negative and positive electrodes respectively, applying low-density pulsed currents. They found that inclusion adhesion on the inner wall of the nozzle was controlled after applying the pulsed current, resulting in lower surface roughness and a smoother inner wall. This maintained a stable flow field within the nozzle during use, effectively improving its service life and anti-clogging performance. Miyagawa et al. used a submersible nozzle with air cooling and electromagnetic stirring, applying an alternating magnetic field with a magnetic flux of 0.08 T. To increase the cooling surface area, a 10 mm deep annular groove was carved on the outer wall of the nozzle. Studies have found that the strong stirring of molten steel under the action of electromagnetic field can effectively reduce the adhesion of high melting point inclusions such as Al2O3 and CaS to the inner wall of the water cup, and at the same time can enhance the heat transfer between molten steel and the inner wall of the nozzle under low superheat conditions. Li Dewei et al. used numerical simulation to analyze the relationship between the flow field, temperature field and swirling intensity in the submerged nozzle and found that the swirling speed is proportional to the strength of the rotating magnetic field. The maximum swirling flow in the nozzle can reach 3 m·s-1, which can effectively alleviate nozzle nodule formation and blockage. Li Hongxia et al. studied the application of an external electric field in the actual continuous casting process of the steel plant. The positive terminal of the power supply was connected to the nozzle, and the negative terminal of the power supply was connected to the integral stopper rod. The power was supplied throughout the continuous casting process. The results showed that the nozzle with the applied external electric field hardly had any nodule formation, which was significantly better than the nozzle without an applied electric field.
Submerged entry nozzles (SINs) are the core flow control element in the continuous casting process, significantly impacting casting smoothness and final steel quality. Currently, the causes of SIN agglomerate nodule formation are often the result of multiple coupled factors. Single-faceted technical optimization methods cannot completely solve the problem. To avoid SIN agglomerate nodule formation, a multi-pronged approach is needed: improving steel cleanliness, optimizing SIN structure and materials, reducing the reaction and adhesion of inclusions to the SIN inner wall, and controlling inclusion migration through external field application and argon blowing. With advancements in manufacturing technology and equipment, further research can focus on the following two aspects: 1) Developing multi-composite SIN materials and structures to fully leverage the advantages of various materials and structures; 2) Conducting in-depth research on the triboelectric charging theory of different steel grades and refractory materials to improve the control of inclusion movement in the molten steel through external field application.
