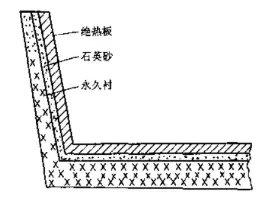
Intermediate linings generally consist of an insulation layer (made of lightweight bricks or insulating materials), a permanent layer (bricks or castable refractory), and a working lining (coating or insulation board). In the mid-1970s, the permanent lining was still mainly constructed using clay bricks. In the early 1980s, monolithic refractory materials of different materials began to be used for the permanent lining. The working lining mostly uses a coating or spray paint with a thickness of 30-50 mm. To save energy, insulation boards began to be used. Currently, alkaline working lining coatings are developing rapidly.
Because the capacity and temperature of molten steel in the tundish differ from those in the ladle, the refractory materials used are also different. The tundish material must meet the following requirements: (1) Resistance to erosion by molten steel and slag, with a long service life. (2) Good thermal shock resistance, preventing cracking upon contact with molten steel. (3) Low thermal conductivity and minimal thermal expansion, providing insulation and good overall integrity to the tundish lining. (4) Minimal contamination of molten steel during casting, ensuring steel quality. (5) The shape and structure of the lining material should facilitate ladle assembly and disassembly.
During steel casting, especially with the successful application of new technologies such as molten steel reheating and gas stirring, the erosion of refractory materials in key areas such as the slag line in the tundish has become more severe. To reduce refractory material damage and decrease non-metallic inclusions in steel to meet the needs of smelting “pure steel,” the selection of alkaline refractory materials for the tundish has become a key development focus. The fundamental reason is that during continuous casting, the molten steel has the longest contact time with the ladle lining, tundish lining, stoppers, nozzles, and other refractory materials, resulting in significant mutual influence. For example: (1) Mechanical erosion: High-temperature molten steel softens the refractory material and erodes it into the molten steel, and there is no time to remove its inclusions. These inclusions are basically similar in composition to the original refractory material; (2) Elements dissolved in the molten steel (such as aluminum) undergo a reduction reaction with oxides in the refractory material to generate oxides, and combine with other inclusions to form composite inclusions.
The aluminum-containing molten steel reacts with SiO₂ in the refractory material of the tundish as follows:
4〔Al〕+3〔SiO₂〕 = 3〔Si〕+2〔Al₂O₃〕
The generated Al₂O₃ combines with slag particles entrained in the molten steel to form CaO·Al₂O₃ inclusions that remain in the steel. Simultaneously, the aluminum content in the steel decreases while the silicon content increases (0.01%–0.03%). Therefore, acidic materials are generally not used for ladle and tundish linings; instead, high-alumina (Al₂O₃ 85%) materials are used. When continuously casting high-quality steel (such as aluminum-killed steel for deep drawing), alkaline materials are used in the tundish, and the surface of the magnesia insulation board or brick lining is coated with a magnesia material to prevent the aforementioned reactions and improve the cleanliness of the molten steel. Therefore, aluminum silicon carbide or magnesia-carbon bricks are already used in tundishes, and new tundish technologies necessitate even newer tundish refractory materials.
1.Development of Intermediate Ladle Refractory Materials
Currently, tundish linings mostly use basic and high-alumina materials. A series of measures (preheating, spraying, coating, adding a top cover, removing corrosive slag, etc.) are employed to achieve a lining life of approximately 100 cycles, with refractory material consumption of 1.5-6.0 kg per ton of steel.
my country is vigorously developing high-efficiency continuous casting technology, and tundish metallurgical technology is receiving increasing attention. Baosteel began developing and applying integrated tundish refractory material technology in 1995. Tundish magnesium-calcium coatings, calcium oxide filters, basic triple weirs, and basic tundish covering agents have been widely used in continuous casting production. This is an important component of tundish metallurgical technology and a significant manifestation of functional refractory materials in continuous casting production. Simultaneously, it is also widely used in the production of key steel grades such as IF steel, automotive 05 steel, DI steel, and X-series pipeline steel to improve the purity of molten steel in the tundish. In 1995, the steel plant achieved a clean steel production level of 80 × 10⁻⁶ for the five major elements, with an average [O] content of 17.5 × 10⁻⁶. Through numerical simulation and water model studies, a triple weir and filter structure was determined, promoting further aggregation and flotation of inclusions and improving the purity of the molten steel. The comprehensive adoption of CaO refractory material technology enhanced the adsorption capacity of the tundish refractory materials for Al₂O₃ in the molten steel. Magnesium-calcium coatings, calcium oxide filters, and alkaline covering agents were also used. This comprehensive tundish refractory material technology significantly improved the purity of the molten steel, reducing the total oxygen content of the billet by 22.6%. Simultaneously, the number and size of inclusions in the billet were significantly reduced, with the inclusion index decreasing from 12.24% to 7.6%, a reduction of 37.2%.
On October 8, 2024, the No. 3 continuous casting machine of Lianyungang Yaxin Steel Co., Ltd. achieved a tundish life of 168 hours and 26 minutes, casting a total of 269 heats with an output of 45,545.5 tons. This set a new record for the tundish life of continuous casting at Yaxin Steel and is also the world’s longest tundish life record.
2.Brick lining intermediate package
Japanese tundishes typically use wax stone bricks and clay bricks as linings. In areas subjected to molten steel impact, the bottom of the ladle is constructed with zircon bricks and high-alumina bricks. When casting stainless steel, zircon bricks are commonly used for the tundish lining, and their service life varies depending on the type of brick, lining thickness, steel grade, and casting time.
American tundishes typically use clay bricks, fired or unfired high-alumina bricks, and basic bricks as linings. For a 35t tundish with a brick-lined lining, the brick consumption is roughly as follows: During single-furnace continuous casting, due to frequent intermittent operations and slag removal, even with repairs, the brick consumption is 2.68-3.0 kg per ton of steel; during multi-furnace long-term continuous casting, without repairs, the brick consumption is 1.78-2.68 kg per ton of steel; during multi-furnace short-term continuous casting, the tundish can be repaired, with a consumption of 0.89-1.25 kg per ton of steel.
In my country, the permanent lining of tundishes used in continuous casting primarily uses clay bricks, while the working lining utilizes silica, magnesia, and forsterite insulation boards, as well as magnesia and high-alumina coatings. Currently, magnesia-calcium and high-calcium coatings are under development.
3.Casting lining
Ideally, tundish linings should maintain steel quality while reducing costs. These lining materials include castables, spray coatings, and insulation boards. Newer lining methods include dry vibration casting, robotic spraying, and automated insulation board installation.
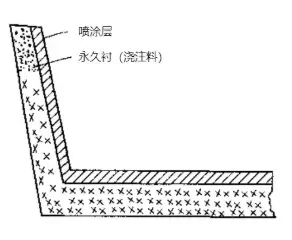
The overall structural design of the tundish refractory materials must consider the tundish’s function. For optimal casting, the tundish should be able to hold the molten steel required by the continuous casting machine without affecting the casting speed, while ensuring the necessary minimum liquid level within the ladle. Within a certain permissible temperature range, the purity of the molten steel should not be affected until casting is complete. Therefore, the tundish must employ appropriate structures and materials.The typical intermediate package structure is shown in the figure 1.
The main functions of the tundish permanent lining are as follows: (1) to support the working lining; (2) to reduce heat loss and prevent the cladding temperature from becoming too high; (3) to ensure safety and serve as a safety lining when the working lining is damaged; (4) to be as economical as possible, but the steel shell must have sufficient rigidity and strength, and the design shape should facilitate the peeling off of the working lining.
The construction procedure for making the castable into an integral lining is as follows:
(1) The castable should be stored in a dry condition at a temperature of 15-25℃.
(2) Mixing. Before use, stir first, then add an appropriate amount of water and stir vigorously for a total time of not less than 5 minutes. For constructing larger monolithic structures, a longer pouring time is required. A continuously operating horizontal mixer can be used, as shown in Figure 2.
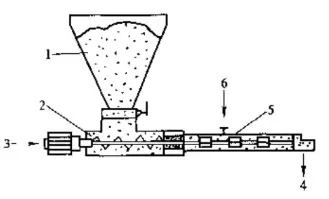
1- Castable refractory; 2- Screw feeder; 3- Drive motor; 4- Discharge; 5- Paddle mixer; 6- Water
Figure 2 Schematic diagram of a horizontal mixer
1-Castable; 2-Screw feeder; 3-Drive motor;
4-Discharge; 5-Paddle mixer; 6-Water
(3) Prepare the consistency of the castable. Consistency largely depends on the ambient temperature. Due to the short setting time, the optimal temperature for preparing the castable is 15-25℃. A simple and quick test method can be used to determine the appropriate consistency. Form the castable into a uniform ball by hand, turning it up and down several times in your hand, about 5mm high, until the ball solidifies into a smooth, cohesive mass.
(4) Vibration Operation. The internal vibrator should be quickly inserted into the castable. If the castable inside the vibrator makes no sound and stops moving, it indicates that it has been compacted. When the castable no longer solidifies, and its surface is tight with only a few single air bubbles escaping, slowly remove the vibrator from the castable to complete the vibration compaction operation.
(5) Setting. The castable requires 24 hours to fully set. At room temperature (15-30℃), vibrate for at least 6 hours before demolding. After removing the mold, cover the castable structure with a thin sheet or lightly spray with water to prevent premature drying.
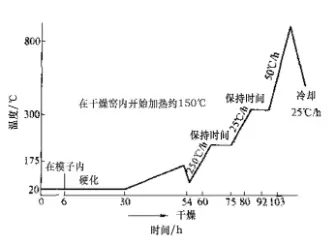
(6) Drying and Heating. It is best to dry in a drying chamber, raising the temperature to approximately 150°C within 24 hours. If the intermediate ladle is covered, at least 200mm of space should be left for steam to escape. Regardless of the drying method used, the heating curve should be followed.
The construction techniques for cast-in-place linings are as follows:
(1) Inside the intermediate metal shell, metal rivets made of round or flat steel are welded to the shell to fix the castable material and prevent cracking due to strong vibration.
(2) Ventilation holes are made in the shell in both vertical and horizontal directions to allow vaporization during drying. The hole diameter is Ф10-12mm.
(3) A template is made according to the geometry of the lining. The steel plate thickness is 10-15mm, and the outer surface of the template is smooth for easy demolding.
(4) To prevent deformation of the permanent lining, its thickness should be no less than 100mm, usually 120-180mm. The bottom and lower sidewalls need to be slightly thicker, while the area above the slag line can be slightly thinner.
(5) High residual mechanical strength. Materials include siliceous, aluminosilicate, magnesium aluminate, magnesium, and calcareous andalusite, etc. Depending on the construction and masonry methods, there are cast-in-place linings, dry vibration cast-in-place linings, rammed linings, and composite linings. The permanent lining of the tundish should be made of castable refractory material, possessing the following properties:
(1) Resistant to thermal stress generated in the tundish system.
(2) Positive permanent linear deformation, allowing cracks generated during cooling to heal at high temperatures, i.e., self-healing crack property.
(3) The permanent lining should maintain a smooth surface, facilitating peeling of the working layer.
(4) Strong corrosion resistance, resisting erosion by molten steel and slag. The following materials are used for tundish castable refractory:
(1) Aluminosilicate castable refractory for tundishes. The main cause of damage to this material is structural spalling and thermal spalling caused by slag penetration. By changing the Al₂O₃/SiO₂ ratio of the raw material, its thermal expansion coefficient is reduced, thereby improving the bonding strength and plasticity.
(2) Self-flowing castable for permanent lining of tundish
Lafage Refractory Company of France previously used andalusite low-cement castable, but due to the unfavorable geometry of certain parts, local repairs were frequently required. After switching to self-flowing castable, it flows in automatically without vibration, thus avoiding noise. Even for local repairs, there is no need to use a pneumatic drill to create a “feeding channel” on the surface.
(3) D57 castable for permanent lining of continuous casting tundish. Shanghai No. 5 Steel Plant introduced a billet continuous casting machine from the Italian company DANIELI. A complete set of refractory materials for hot commissioning was also imported, including the imported SRMACAST A2 refractory castable for the permanent lining of the tundish. In 1990, my country and other countries developed and researched D57 castable, using high-alumina bauxite as the main material, with appropriate additions such as expansion agents. It features simple construction process, high curing strength, good volume stability, strong bond between the lining and the cladding, and resistance to peeling during ladle flipping and impact. It was put into use in July 1990. After more than a year of use, its service life exceeded that of imported A3 castable and magnesia-alumina castable by 2 to 4 times. It was used in the permanent lining of tundishes and high-temperature parts of heating furnaces in eight steel plants, achieving good results.
Depending on the type of steel used in the tundish and the different usage conditions of each part, appropriate materials are used, and integrated lining is an effective measure to improve service life. Integrated lining and the replacement of refractory bricks with monolithic refractory materials are the development trends.
4.Coating
To improve the service life of tundish linings, reduce refractory material consumption, and facilitate the removal of slag and residual steel from the lining, many countries use refractory coatings (manual) or spray coatings (mechanical spraying) as protective layers.
With the increasing speed of continuous casting, multi-furnace continuous casting, and the improvement of steel quality, refractory materials for tundishes have attracted attention. Tundish refractory materials are generally designed to prevent adhesion to the permanent lining and simplify construction. Therefore, spray coatings are often used for tundish working linings. Tundish coating working linings should meet the following conditions: good thermal insulation performance, and a chemical composition that meets the metallurgical casting conditions of various steel grades, such as preventing carbon enrichment, hydrogen enrichment, and the formation of inclusions.
The coating thickness depends on the continuous service time. For general use conditions and medium continuous casting service time, the coating thickness should preferably not be less than 25 mm. Therefore, the performance requirements for the coating are as follows: (1) good spraying performance; (2) low density, good thermal insulation performance, and economical; (3) good corrosion resistance; (4) continuous long-term operation. (5) Good resistance to copper flow impact. (6) Easy to remove, as the cold surface has low mechanical strength, requiring the residual coating to be easily detached after use. (7) Does not crack or peel during baking.
A. Coating Application and Drying
Since amorphous materials are easy to apply mechanically, labor saving is a significant advantage, especially in spray application. To reduce rebound loss, lower construction costs, and avoid environmental pollution from smoke generation, a wet spraying machine (Figure 4) and wet spraying paint are used.
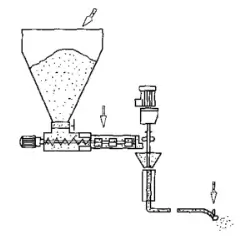
The wet spraying machine uses pump-fed material. To reduce the friction between the wet spraying material and the pump, we studied the relationship between the particle size of the material and the pump’s durability. The pump had the longest lifespan when the maximum aggregate particle size was 1 mm. The optimal water content was between 20% and 33%, resulting in minimal rebound loss of the sprayed material. After spraying, the material was baked according to a heating regime, and the drying curve of the tundish working lining is shown in Figure 5.
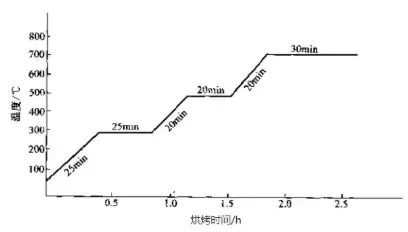
(Grilling time is 2.5 hours, with the temperature increased to 800℃)
B. Spray Coating Materials and Applications
Spray coatings combine the advantages of easy construction, good thermal insulation, and energy saving, and possess good performance: (1) Good corrosion resistance; the coating remains intact after multiple furnace pours. (2) It can form a dense layer during use, preventing the penetration of molten steel and slag. (3) Good thermal shock resistance; it does not crack or peel when rapidly heated from room temperature to 1100℃. (4) Good thermal insulation (thermal conductivity at 1400℃ is 0.65~0.75W/m•K).
Intermediate ladle coatings generally use phosphoric acid or phosphates as binders, resulting in good performance. Some coatings also incorporate a certain amount of fiber to reduce thermal stress to below 1MPa (10kg/cm²), preventing peeling, cracking, and denting during use. Materials include magnesia-chromium, magnesia, magnesia-calcium, high-alumina, and olivine, and lightweight coatings are also emerging. Both domestic and international efforts are focused on developing coatings.
a. Japan
Using magnesia or magnesia-chrome refractory coatings and spray paints as a protective layer for the tundish lining significantly extends its service life, typically reaching 50 heats. After maintenance, the service life increases to 90-100 heats, with some reaching over 200 heats. At the Yawata Plant No. 3 Steelmaking Works of Nippon Steel Corporation, the tundish working lining, using magnesia coating, achieved a service life of 210 heats.
Shinagawa Refractory Co., Ltd. of Japan has developed a “sandwich” tundish structure, which adds an additional sprayed backup working layer between the sprayed working layer and the cast permanent layer, significantly extending the service life of the tundish.
The lightweight insulating refractory coating for tundishes is made by using 50%–60% lightweight magnesia and 40%–50% aggregates of one or more of the following: fused magnesia, seawater magnesia, sintered magnesia, dolomite sand, and spinel sand. The mixture is prepared through batching, mixing, and the addition of binders, hardeners, fibers, and other additives. This patented product, used for lining continuous casting tundishes, exhibits excellent thermal insulation performance, strong slag resistance, and superior resistance to molten slag and copper penetration, with minimal sintering reaction with the base material.
In 1990, Nippon Steel’s Oita Steel Plant used heat-insulating magnesium spray coating on its 60-ton tundishes. The material demonstrated good workability, corrosion resistance at the slag line, and post-use disintegration properties.
In recent years, Japan has developed heat-insulating spray tundish working linings. These are created by adding additives to magnesium raw materials to maintain material porosity and facilitate moisture removal, then spraying the lining onto the tundish wall. The results have been satisfactory.
Cold tundish insulation coatings. Long-term practical experience shows that cold and hot tundishes each have their advantages and disadvantages. Cold tundishes do not require preheating and offer significant energy savings (125.4 kJ per ton of steel), but they are expensive, require various insulation board specifications, and are complex to construct. Hot tundishes offer the advantage of cheaper coatings and easier construction, but require preheating.
Porous heat-insulating spray coatings combine the advantages of both cold and hot tundishes, reducing costs while avoiding preheating and saving energy. O. Hoyer’s porous insulating spray coating uses pre-reacted chromium-magnesium sintered material with added expanded perlite and a composite binder. Its chemical composition (%) is: MgO 64, Cr₂O₃ 13.3, Al₂O₃ 4.8, Fe₂O₃ 9.4, CaO 2.3, SiO₂ 5.20; the porosity reaches 45%–50% (compared to 32%–38% for dense coatings).
This porous insulating spray coating, like insulation boards, does not require ladle baking. During multi-furnace continuous casting, it can be sprayed while the residual heat of the previous furnace is still present. The sprayed layer should be fully dried, allowing for cold-state casting, similar to insulation boards. During the initial casting stage, the coating’s thermal properties are practically equivalent to those of alkaline insulation boards, becoming more uniform as the temperature gradually increases. Its corrosion resistance and performance are also similar to dense materials.
b. Germany
Both the permanent and working linings of the tundish use resin-bonded magnesium dry-spray coating. Compared with insulation boards, this material almost doubles the service life of the tundish, while reducing the cost of the permanent and working linings by 25%. After casting, 50% of the spray coating remains, and this waste can be recycled, significantly improving economic benefits and contributing to environmental protection.
Alkaline magnesium coating has high purity and low density (1.50~1.60 g·cm⁻³). Its main chemical components (%) are: MgO 88.3, CaO 2.0, Al₂O₃ 1.2, Fe₂O₃ 0.4, SiO₂ 7.5. The coating has good performance. The coating thickness depends on the continuous casting time. For general use and medium continuous casting time, the thickness should not be less than 25 mm. This coating is applied by spraying with a special spraying machine. Using this machine, a certain thickness of semi-insulating refractory coating can be sprayed on the safety lining. The main difference between this coating and spray gun coating is: (1) before construction, the dry powder is mixed evenly and an appropriate amount of water is added; (2) the mixed material is transported to the construction site by a screw pump under fixed pressure, and then sprayed with compressed air through the nozzle of the spray gun. This method of construction results in no rebound material.
C. China
Magnesium-based coatings have achieved good results in the application of tundishes in my country. A low-bulk-density magnesium-based coating, developed by adding foaming agents and fine particles, has the following advantages: (1) reduced dosage; (2) improved insulation and reduced thermal conductivity; (3) reduced heat loss and controlled temperature drop in molten steel; (4) reduced heat load on the castable material during construction, improving its durability; (5) lower interface temperature between the castable material and the coating, improving flexural strength; and (6) good crack resistance and rapid drying.
The Baosteel Phase II project used domestically produced lining coating for its large 60t continuous casting tundish. The coating thickness was 20-30mm, applied using a hot-state construction method at 50-100℃, with rapid drying and preheating for 90 minutes at approximately 1200℃. The coating exhibited good corrosion resistance and slag resistance, reducing non-metallic inclusions in the molten steel. Because magnesium materials expand easily upon heating, a small amount of fiber was added to the coating to mitigate thermal expansion stress, effectively preventing separation between the coating and the lining bricks and improving the coating’s bonding strength. Furthermore, ultrafine powder was selected as a binder, replacing commonly used phosphate and silicate cement. The coating had good fluidity, facilitating application. After thorough mixing with water, the coating formed a colloid with strong bonding properties, exhibiting good adhesion to the hot-state tundish wall and lining bricks, thus increasing bonding strength. When the moisture in the coating evaporates due to heat, the surface will not form a crust. Therefore, the coating will not crack or peel during the drying and heating process. It is also easy to clean and has good disintegration properties. The intermediate liner coating has been domestically produced and has replaced the Japanese Kurosaki KCT-M102 coating.
The effects of MgO-CaO coatings on large tundishes are as follows:
(1) The MgO-CaO coating has a high CaO content and can adsorb inclusions and harmful elements in molten steel; at the same time, free CaO reacts with SiO₂ in the coating during use to generate C₂S. C₂S is α-type at high temperature and transforms into intermediate stable phase α-C₂S and low-temperature γ-C₂S when the temperature decreases, accompanied by a 12% volume expansion. Therefore, after the tundish is used up, the coating structure is destroyed during the cooling process, thereby improving the disintegration performance.
(2) X-ray diffraction analysis of the coating after use shows that MA phase exists in the main crystalline phase of the modified layer. This indicates that the coating has the function of adsorbing Al₂O₃. In addition, CA generated by the reaction of Al₂O₃ and CaO in the coating appears in the gradient layer, further indicating that the coating has the function of adsorbing Al2O3, which plays an important role in improving the cleanliness of steel. Four heats of pure steel were produced, with a total impurity content of less than 80 × 10⁻⁶, reaching the international advanced level.
my country’s MgO-CaO coating uses sintered magnesia MS-95 as the main raw material, with the addition of appropriate amounts of calcareous materials, silica powder, and composite additives. This coating exhibits good coatability, does not crack during baking, resists slag and molten steel corrosion, and has good disintegration properties. Baosteel’s tundish operating conditions: molten steel from the ladle is treated using the KTP-CAS ladle refining process, using a vertical bending two-strand large slab continuous casting machine; the tundish has a nominal capacity of 60t, and the molten steel temperature is 1540-1590℃. An experimental MgO-CaO coating was applied between the two upper slag weirs of the tundish. After steel pouring, the coating was returned, and observation showed good melting and disintegration characteristics.
Jiangsu Xixing Molybdenum Ferrometallic Joint-Stock Company uses ANKERTON-MW70 magnesium spray coating from Austrian company ANKERTON. Its chemical composition is Al₂O₃ 1.26, SiO₂ 3.52, CaO 5.80, Fe₂O₃ 5.42, and MgO 81.24. Through observation, the advantages of this material are as follows: (1) It is convenient to flip and remove the coating from the tundish lining; (2) It only takes 15 minutes to spray the tundish lining, while it takes 2 hours to build an insulation board lining, which saves both time and labor. (3) The original thickness of the spray coating is 30mm. After three consecutive furnaces, the sintered layer thickness is about 10mm after about 3 hours and 15 minutes. The interior still maintains the original shape of the spray coating. If there is copper molten metal, it can continue to be poured. (4) It improves the utilization rate of steel. If an insulation board is used, the head of the first furnace needs to be cut off due to subcutaneous air bubbles. However, after using the spray coating technology, the subcutaneous air bubbles at the head are greatly reduced. (5) Improved the quality of steel.
5.Insulation board
The tundish lining is constructed using insulating boards, replacing refractory bricks; this is also known as a “cold tundish” and does not require preheating before use.
The requirements for the insulating boards are as follows: (1) Good resistance to corrosion from molten steel and slag. (2) Low thermal conductivity for good insulation performance. (3) Low shrinkage rate to ensure tightness between boards during use and prevent molten steel penetration. (4) Low moisture content to prevent cracking and boiling of the molten steel after it enters the tundish. (5) Sufficient strength and toughness to prevent damage during transportation, loading, unloading, and installation.
A. Construction and preparation of the intermediate liner of the insulation board
The tundish insulation board mainly consists of wall panels, end panels, bottom panels, cover panels, and impact plates. Its board shape is determined by the shape of the tundish, and the board thickness is generally 35-40mm. The thickness of the impact plate is greater than that of the tundish using the insulation board, as shown in Figure 6.
A. Construction of Insulation Boards
Insulation boards are easy to construct. The following points should be noted before construction and use:
(1) Evenly lay a 15-30mm layer of filler sand at the bottom of the ladle, leaving a 15-30mm gap between the side plates and the permanent layer, and then pour in the filler sand. The sand must be fully dry, with a reasonable particle size, and able to flow freely to facilitate air venting during use.
(2) Insulation boards still have a certain residual expansion and contraction rate. Appropriate joints must be left during splicing and sealed with mortar to avoid steel leakage at the joints.
(3) Since the tundish with insulation boards is not preheated before use, the first ladle of molten steel should not be cooled too much, which may cause sticking to the nozzle head and blockage of the sprue. Therefore, before pouring, place a heating agent in the nozzle bowl or increase the temperature of the first ladle of molten steel.
(4) Due to the different properties of the binders used, whether or not preheating is required before use must be considered separately. Insulation boards using inorganic binders should be baked at approximately 1200℃ before use to remove the water of crystallization from the inorganic salts. Insulation boards using organic binders do not require baking; otherwise, baking will cause a large amount of hydrocarbons in the organic binder to oxidize, decompose, and escape, leading to a loss of strength and collapse of the insulation board. If necessary, the temperature should be rapidly increased until the surface of the insulation board is red-hot before use.
The advantages of using insulation board linings are as follows:
(1) The tundish can be poured without preheating, allowing for cold ladle pouring and saving approximately 90% of drying fuel.
(2) The insulation lining is easy to disassemble and install, saving approximately 70% of labor.
(3) Good insulation properties reduce tapping temperature by 5-10℃, prevent cold steel buildup in the tundish, and increase steel yield by 0.5%-1.0%.
(4) The permanent layer of the tundish requires almost no repair, extending its service life and reducing refractory material consumption by approximately 5 kg per ton of steel.
(5) Improved working conditions and reduced labor intensity. The tundish insulation lining is easy to install and repair; after cooling, the insulation pulverizes, easily separating residual steel from the lining and facilitating cleaning.
b. Preparation of Insulation Boards
Insulation boards are lightweight, non-burning refractory materials composed of fillers, fibers, and binders. The fillers for insulation boards can be expanded perlite, quartz sand, dolomite, limestone, and clay, with a particle size generally less than or equal to 0.2 mm, accounting for about 80%; the fibers are made from waste paper fibers, pulp, or a mixture of the two, accounting for about 10% to 15%; the binders are made from inorganic salts, sulfite pulp waste liquid, or organic binders such as phenolic resin, accounting for about 10% to 15%. The preparation methods for insulation boards are as follows: (1) Semi-dry method: Add about 17% pulp waste liquid, and the remaining processes are the same as those for manufacturing refractory bricks. (2) Wet method (vacuum suction method): The vacuum suction method is used for molding, with a water content of 25% to 35%. Paper waste liquid or phenolic resin can be used as binders. When preparing the materials, first add water to the waste paper to make fiber pulp, and at the same time mix the fillers and binders evenly, and then mix them with the fiber pulp to make a slurry. Then, add the specified quantity into the vacuum suction box, evacuate for 2-3 minutes, and stop evacuation when no moisture is visible on the surface of the wet billet. Remove the wet billet along with the metal tray, cover it with a layer of paper, and send it for drying. To prevent the dried product from absorbing water, it can be impregnated with water glass solution, treated with paraffin wax, or wrapped with polyethylene film. The insulation board produced by this method has pores perpendicular to the insulation board surface, and does not experience boiling during steel casting.
Currently, insulation boards are available in silica, magnesia, and forsterite varieties, each suitable for different steel grades.
B. Insulation Board Materials and Properties
Insulation boards were first used in the United States on the sidewalls of ingot mold caps to improve ingot yield and surface quality, which is beneficial for rolling. Therefore, countries such as the UK, Japan, the former Soviet Union, and West Germany subsequently adopted insulation boards. Insulation boards and coatings for tundish linings also developed in my country. To meet the needs of high-quality steel, various types of insulation boards have been successfully developed, each achieving good results. Domestically, 18 kg of copper is consumed per ton of insulation board.
a. Silica Insulation Board
The inclusion content in molten steel is related to the tundish lining material. Compared with refractory brick tundishes, insulated tundishes significantly reduce the content of inclusions larger than 50 μm in the billet. Silica insulation boards are made from quartz sand, inorganic and organic fiber raw materials, and binders such as phenolic resin. The main component of silicon-based insulation boards is SiO₂, which is suitable for casting plain carbon steel, carbon structural steel and ordinary low alloy steel.
my country’s DZ-type silica insulation board for continuous casting tundishes features low ignition loss and high strength. It prevents boiling during cold casting and essentially eliminates subsurface blistering in the billet, meeting the needs of continuous casting processes. Approximately 2500 tons have been used in batches on the eight-strand small billet continuous casting machine at Shougang No. 2 Steelmaking Plant. According to first-quarter statistics, the subsurface blistering scrap rate of the billets decreased from 1.688% to 0.109%, the billet qualification rate increased by 1.2%, and the product service life reached over 6 hours.
Guangzhou Steel Plant imported a 40t UHP electric arc furnace from BBC in Switzerland and uses a domestically produced four-strand small billet continuous casting machine to produce low-alloy steel. The physicochemical properties of the domestically produced silica insulation board are: SiO₂ 85%~88.5%, bulk density 1.3~1.5 g·cm⁻³, residual moisture 0.1%~0.2%, and flexural strength 3~5. 2MPa, refractoriness 1710~1730℃, air permeability 3~6 A.F.S, thermal conductivity 0.3~0.4W(m • K). There are 13 types of insulation boards, with stable quality and accurate dimensions. They are generally used for 4~9 heats, with a maximum of 12 heats.
Silica insulation boards produced by a certain factory were used in the 10t rectangular tundish of Shanghai Steel Plant No. 1. They were used 22 times, with a total steel pouring volume of 2786t. The longest pouring time was 370min, and the highest number of heats poured was 10, with a steel pouring volume of 312t. Through microscopic analysis of the residual boards, its characteristics are as follows: (1) No molten steel penetrates into the reaction layer and transition layer. (2) A glass layer forms on the surface during use, with high viscosity, preventing further penetration of slag. (3) A large number of pores are evenly distributed inside, and the insulation board always maintains good thermal insulation performance. The insulation board achieved excellent application results, enabling cold ladle casting and saving over 90% of ladle drying fuel. It has good insulation performance, reducing the temperature of molten steel inside the ladle by about 10°C, preventing the formation of cold steel, and increasing steel yield by about 0.5%. The slab is large, with small seams, and is resistant to corrosion, reducing non-metallic inclusions in the billet, decreasing the amount of tundish used, and improving continuous casting efficiency.
b. Magnesia Insulation Board
As a lining for the tundish, the insulation board is subject to penetration of various components from molten steel and slag into its surface during use, continuing to penetrate inwards before a dense layer forms. This gradually causes the chemical components on the board surface to diffuse and dissolve into the slag, generating liquid phases and low-melting-point phases that are washed away by the molten steel. Once a dense layer forms on the working surface of the insulation board, penetration is hindered, and the erosion rate decreases. Research and application of magnesia insulation boards began in the early 1980s. However, due to insufficient strength of the insulation boards in multi-heat continuous casting, and the decomposition of hydrogen from the organic binder during use negatively impacting steel quality and making it difficult to guarantee clean steel requirements, magnesia insulation boards primarily using inorganic binders were developed.
Magnesia insulation boards are suitable for casting special steels and some high-quality steel grades, and are comparable to the materials used in tundish linings. They cause less contamination to the molten steel than silica-based boards.
Magnesium insulation board B is composed of refractory filler, inorganic fibers, organic fibers, additives, and phosphate inorganic binders. Its characteristics are as follows: (1) The surface area of the clinker beads (Al₂O₃ 34.46%, SiO₂ 55.43%) in the additive is large, ranging from 3000 to 3200 cm²/g. It has strong physical adsorption and chemical affinity with phosphate, forming a sticky film on the surface of the clinker beads, which makes the green body have high medium and low temperature strength. As the temperature rises, Al₂O₃ and SiO₂ in the clinker beads react with MgO to generate magnesium aluminum spinel (MA) and forsterite (M2S), thus replacing chemical bonding with ceramic bonding. The strength of the product will not decrease due to the volatilization of the binder at high temperature. At the same time, the formation of MA improves the stability of the product and prevents the insulation board from cracking. (2) CaO is introduced into the matrix, so that it begins to generate calcium silicate phosphate (7CaO·P₂O₅·2SiO₂) with phosphate at temperatures above 600 to 800℃. The high-temperature stable mineral phase ensures that the product maintains sufficiently high strength at medium and high temperatures, thereby improving the erosion resistance of the insulation board.
This magnesia insulation board was used in the 55t capacity tundish (preheated to 1100℃) of Anshan Iron and Steel Group’s No. 2 Steelmaking Plant, ensuring a 100% gate opening rate, with an average of 5 consecutive heats and a maximum of 8 consecutive heats, meeting the needs of high-quality steel grades such as aluminum-killed steel, low-alloy steel, and carbon structural steel. Trial use was also conducted in the tundishes of the small billet continuous casting machines at Anshan Iron and Steel Group’s No. 2 Steelmaking Plant and Shaoguan Steel Plant, with satisfactory results.
C. Magnesia-olivine Insulation Board
Pure natural magnesia-olivine (MgO 57.2%, SiO₂ 42.8%, orthorhombic crystal system, melting point 1890℃) is extremely rare. The main raw material for manufacturing magnesia-olivine is olivine (MgO 35%~55%, MgO/SiO₂≈0.94~1.33). High-quality olivine can be used without calcination and has high creep resistance and low thermal conductivity. Magnesium pyrosilicate MgSiO₃ (MgO 40.0%, SiO₂ 60.0%), serpentine 3MgO • 2SiO₂ • 2H₂O (MgO 43.0%, SiO₂ 44.1%, H₂O 12.9%), and brucite Mg(OH)₂ as raw materials have attracted attention and are gradually expanding their utilization.
Luoyang Iron & Steel Research Institute and others developed magnesium olivine insulation boards for alloy steel tundishes. Magnesia olivine sand is used as aggregate, sintered magnesium sand fine powder, and binders, additives, fibers, etc. are added. Its feature is that, based on the traditional pulping process, it has successfully developed a one-step pulping process in which fiber loosening, concentration and mixing are carried out in the same fiber loosening tank, which can improve the pulping process efficiency by 2 times. The fiber loosening effect is very good. The molding adopts the vacuum suction filter-press filter molding method. The fiber loosening is uniform during pulping. The process parameters can be adjusted as needed. The physical and chemical properties of the product reach the level of magnesium insulation boards bonded with inorganic binders abroad. The magnesium olivine insulation board bonded with inorganic binders has been widely used in Chongqing Special Steel, Great Wall Steel Plant, Shaanxi Steel Plant and other companies. Its effects are as follows: (1) It eliminates the phenomenon of “silicon increase and oxygen increase”. (2) The temperature drops by about 0.4℃ per minute during the casting process. (3) It lowers the temperature of the tundish shell by about 30-40°C compared to using a coated ladle, maintaining a certain superheat coefficient in the molten steel and stabilizing the normal operation of continuous casting. (4) It fully meets the requirements for the use of tundish linings in alloy steel continuous casting.
The main performance indicator of a thermal insulation board is its thermal conductivity, which is used to measure its heat preservation and insulation performance. In addition, whether it cracks or boils during steel casting and whether it can detach in chunks during removal are also important indicators.