In the modern non-ferrous metal processing industry (such as copper, aluminum, zinc, and their alloys), medium-frequency induction melting furnaces have gradually become the mainstay of the melting process due to their high efficiency, precision, and environmental friendliness. Below is a brief introduction to medium-frequency induction furnaces.
While introducing this product, I think it’s worth mentioning some of its close relatives. As you may know, induction cooktops come in “core” and “core-less” varieties. What is the main difference between them?
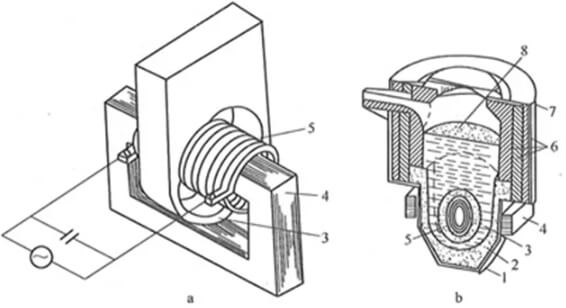
Core-less Induction Furnace (Crucible Type): This is the most common and versatile type. The induction coil is filled directly with refractory material to form a crucible, and the metal charge is heated inside the crucible. It has no iron core and relies on an alternating magnetic field to induce heating directly throughout the entire volume of the metal charge.
Core-type Induction Furnace (Channel Type): Its furnace body consists of a molten pool and an “inductor” located at the base. The inductor houses a primary coil wound around an iron core, as well as an annular “channel” lined with refractory materials. It functions essentially as a transformer; electric current and heat are generated primarily within the metal circuit circulating through the channel, subsequently heating the entire molten pool via convection.
Core-type induction furnaces offer extremely high electrical efficiency, but they have the drawbacks of not being able to start with cold charge and being inconvenient for switching between alloys; therefore, they are primarily used in conjunction with holding furnaces and melting furnaces. Based on the above explanation, it should now be clear that the medium-frequency induction melting furnaces we will discuss next specifically refer to core-less induction furnaces.
1.Principles and advantages of medium-frequency furnaces
1. Principle
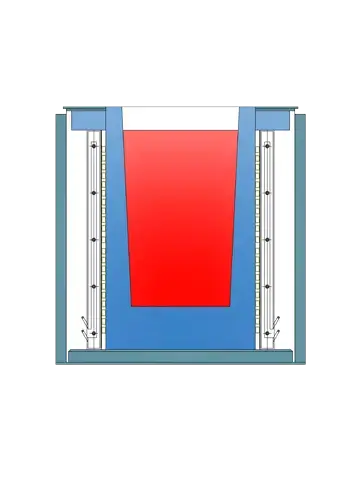
Medium-frequency induction melting furnaces operate on the principle of electromagnetic induction. They convert three-phase power at power-frequency (50 Hz) into medium-frequency (150–10,000 Hz) and higher-frequency electrical energy. This alternating current generates a powerful alternating magnetic field through the induction coil. This magnetic field penetrates the metal charge, directly generating eddy currents (commonly referred to as eddy currents) within it, thereby utilizing the metal’s own electrical resistance to achieve heating and melting. This is a form of “internal heating.”
2. Key Advantages
High Efficiency and Energy Savings: Heat is generated directly within the metal, resulting in extremely high thermal efficiency of over 60%. Additionally, the induction coils are made of water-cooled copper tubes, minimizing self-heating losses, concentrating energy, and enabling rapid melting.
High-Quality Melting: Due to the intense “stirring” effect of electromagnetic forces (electromagnetic stirring effect), the composition and temperature of the molten metal in the bath are highly uniform. Furthermore, under electromagnetic pressure, the molten metal surface automatically rises, reducing contact with air and effectively minimizing oxidation and burn-off losses.
Excellent Working Environment: With no open flames or high-temperature gas emissions, the workshop experiences minimal heat radiation and low noise levels, significantly improving the operating environment.
Precise and Flexible Control: Power is infinitely adjustable, allowing for precise control of melting temperature and holding time, making it particularly suitable for smelting precision alloys. The system can be started and stopped at any time, meeting the flexible production demands of multiple varieties and small batches.
High Degree of Automation: It can be easily integrated with automatic feeding, temperature measurement, and pouring systems, serving as the cornerstone for building intelligent foundry workshops.
2.Components of a Medium-Frequency Induction Furnace System
A complete medium-frequency coreless induction melting system primarily consists of three major systems—the power supply, the furnace, and the cooling system—that work in tandem.
1. Medium-Frequency Power Supply System — The “Energy Supply Center”
This is the “heart” of the furnace, responsible for supplying energy. The current mainstream design employs a parallel resonant inverter circuit (typically using Insulated Gate Bipolar Transistors, IGBTs, as the core components), which is characterized by high efficiency (>95%), minimal impact on the power grid, and stable operation.
Rectifier Unit: Converts alternating current (AC) into direct current (DC).
Filter Unit: Filters the DC to produce smooth DC.
Inverter Unit: Converts DC into medium-frequency AC at the required frequency.
Compensation Capacitor Cabinet: Used to compensate for the inductive reactive power of the induction coil, raising the system’s power factor to 0.95 or higher.
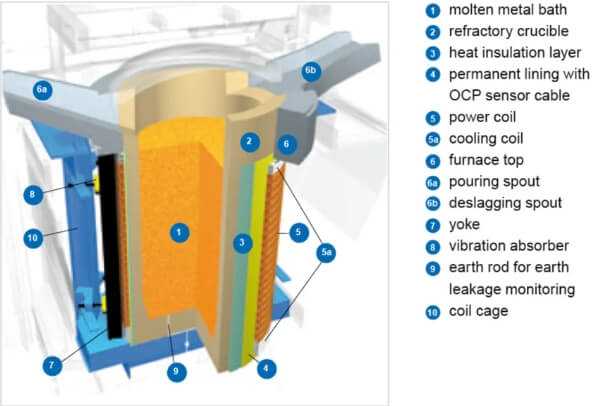
2. Furnace System (Core-less) —— “Melting Reactor”
This is the component that performs the actual melting process.
Induction Coil: A spiral tube wound from rectangular hollow copper tubing, water-cooled, and serving as the core component for generating an alternating magnetic field.
Crucible (Furnace Lining): A container for holding metal charge, formed by sintering refractory materials (such as quartz sand, corundum sand, etc.). It is a critical consumable part, and its quality and maintenance level directly determine the furnace’s safety and operating costs.
Magnetic Yoke: Made of high-permeability silicon steel sheets, it is arranged around the exterior of the coil to “contain” the magnetic field and prevent magnetic flux leakage, thereby improving electrical efficiency and reducing heat generation in the furnace frame.
Tilting Mechanism: Typically utilizing a hydraulic system, it enables smooth tilting of the furnace body to facilitate pouring and slag removal operations.
3. Cooling System — “Heat Dissipation Assurance System”
The medium-frequency power supply and induction coils generate a significant amount of heat during operation. This heat must be removed by a closed-loop cooling tower or a cooling water circulation unit to ensure the long-term stable operation of the equipment.
3.Key Technologies and New Technology Applications
1. Key Technologies
Furnace Lining (Crucible) Technology: This is the most process-critical technology in medium-frequency furnace applications. The quality of the lining and the sintering process directly determine the service life and safety of the furnace lining. The phenomenon of “slag adhesion” on the furnace lining is one of the primary factors affecting its service life.
High-Efficiency Inverter and Power Regulation Technology: The use of fully controlled power devices such as IGBTs (Insulated Gate Bipolar Transistors) enables power supply efficiency exceeding 95%, with a power factor consistently maintained above 0.95. Advanced power control algorithms enable “constant power” output, meaning that during the melting process, maximum power input is maintained even as the state of the charge changes, thereby shortening the melting time.
Safety Monitoring and Early Warning Technology: This serves as the “guardian” ensuring safe equipment operation. It primarily includes:
Furnace Lining Thickness Monitoring: By monitoring phase changes in coil current and voltage, the remaining thickness of the furnace lining is indirectly calculated, triggering an alarm before a “furnace leak” accident occurs due to excessive thinning of the lining. (Medium-frequency furnaces are equipped with the Optical Coil Protection (OCP) system.)
Water Temperature, Pressure, and Flow Monitoring: Real-time monitoring of cooling system parameters.
Furnace Leak Alarm: Electrodes are installed at the furnace bottom; if molten metal leaks, an alarm is immediately triggered and the power supply is cut off.
2. Application of New Technologies and Development Trends
One-to-Two/One-to-Many Power Supply Configuration: A single medium-frequency power supply can power two or more furnaces, enabling simultaneous melting and holding, which significantly improves equipment utilization and production efficiency.
A three-furnace induction melting system featuring a one-to-three power supply configuration. This power system enables flexible load distribution: one furnace can operate at full power while the other two are used for holding and sintering processes.
Intelligence and the Internet of Things (IoT):
Remote Monitoring and Diagnostics: Through a cloud platform, equipment manufacturers can remotely monitor the operational status of equipment worldwide, enabling fault early warning and remote diagnostics.
Data Collection and Optimization (MES): By collecting data such as power consumption and melting time for each furnace, and through big data analysis, the system provides data support for enterprises to optimize production processes, reduce costs, and implement lean management.
Green and Environmental Technologies:
Harmonic Mitigation: By employing devices such as active power filters (APF), harmonic pollution generated by medium-frequency power supplies on the grid is suppressed, ensuring compliance with strict power quality standards.
Dust Collection: Dust collection hoods are installed at the charging and slag removal stations and connected to a dust removal system to ensure clean production.
4.Summary
Medium-frequency induction melting furnaces have become essential equipment in modern non-ferrous metal smelting due to their outstanding performance, including high efficiency, superior quality, environmental friendliness, and flexibility.
The choice of technology depends on specific production requirements. With the continued advancement of Industry 4.0, medium-frequency induction melting technology is rapidly evolving toward greater intelligence, connectivity, and sustainability, and will continue to support the transformation and upgrading of the non-ferrous metals industry as well as the achievement of the “dual carbon” goals.